





скелет відро сито відро завод
Скелетний ковш — це видалення каміння та сміття без ґрунту.Серед інших застосувань – сортування каменів певного розміру з паль.
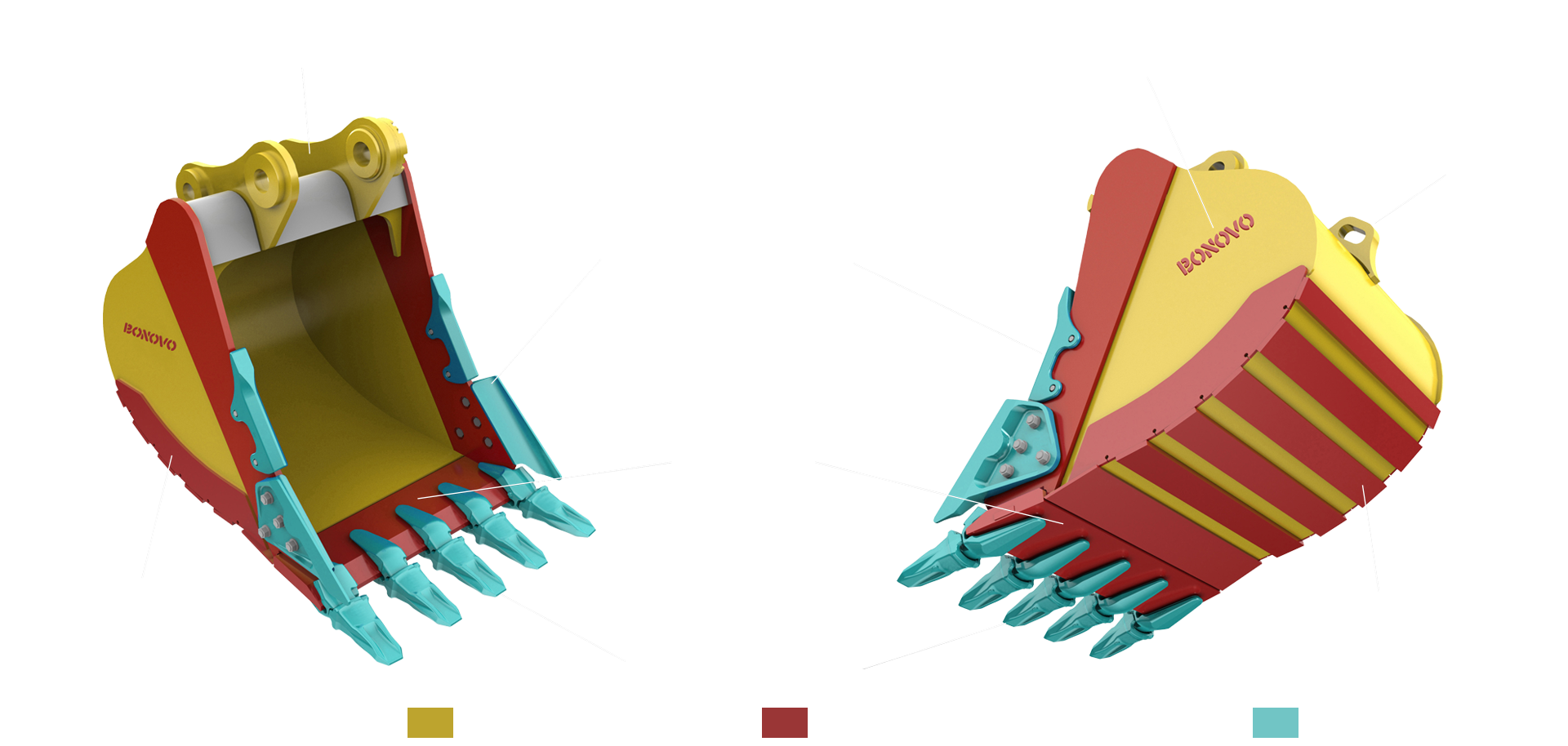
Додаток Skeleton Bucket
Наші скелетні ковші розроблені для будь-яких застосувань від знесення до стандартних штабелів.Скелетний дизайн призначений для менших і великих об’єктів для досягнення ваших цілей.
Для того, щоб досягти більш ідеального FLT, bonovo може налаштувати розмір відповідно до потреб клієнтів.

1-50 тонн
МАТЕРІАЛ
HARDOX450.NM400,Q355
УМОВИ ПРАЦІ
застосовується для розкопок відносно сипучих матеріалів в державних, сільськогосподарських, лісових, водних проектах.
Відстань між екраном
60-120 мм
Основною функцією скелетного ковша є видалення каміння та сміття без ґрунту.Серед інших застосувань – сортування каменів певного розміру з паль.Наші ситові ковші призначені для будь-яких застосувань від знесення до стандартних штабелів.Скелетний дизайн призначений для менших і великих об’єктів для досягнення ваших цілей.
Специфікація
| тонн | Ширина/мм | ОТРИМАТИ | Зуби | Відстань між екраном/мм | Ковшові шпильки | Вага/кг |
| 2T | 24''-610 мм | Серія J200 | 5шт | 70*70 | В комплекті | 90 |
| 5T | 30''-762 мм | Серія J200 | 5шт | 70*70 | В комплекті | 180 |
| 8T | 30''-762 мм | Серія J220 | 5шт | 80*80 | В комплекті | 250 |
| 12T | 36''-915 мм | Серія J250 | 5шт | 80*80 | В комплекті | 390 |
| 15T | 42''-1067 мм | Серія J250 | 6шт | 90*90 | В комплекті | 590 |
| 20T | 48''-1220 мм | Серія J350 | 6шт | 90*90 | В комплекті | 900 |
| 25T | 48''-1220 мм | Серія J400 | 6шт | 100*100 | В комплекті | 1160 |
| 30T | 54''-1372 мм | Серія J450 | 5шт | 100*100 | В комплекті | 1390 |
Деталі наших специфікацій

Відро Вухо
Положення вуха ковша приймає багатошаровий зварювальний валик, щоб забезпечити загальну міцність конструкції, зменшити кількість надходження тепла, зменшити деформацію, зменшити ймовірність дефектів, а втулка приймає інтегральний процес розточування для забезпечення концентричності вуха ковша та більшої точності.

Зубний адаптер
Зварювальний адаптер зуба спочатку нагрівається приблизно до 200 градусів перед зварюванням, бокові зуби з обох сторін зварюються бічним ножем, а зварювальний валик розширюється до з’єднання з основним різцем і пластиною дуги, що забезпечує загальну міцність основний різець корпусу ковша, а зуби ковша з обох сторін зміцнюються в процесі роботи.

Сітка екрану
Повне зварювання використовується між круглою сталлю та смугою огорожі каркасного ковша, і загальна міцність смуги решітки краща, а кругла сталь не розхитується та не тріскається після роботи протягом тривалого часу.Збільшений термін служби.
Сценарій застосування











