skelett hink sikt hink fabrik
Skeleton Bucket är borttagning av sten och skräp utan jord.Andra tillämpningar inkluderar sortering av stenar av en viss storlek från pålar.
Skeleton Bucket ansökan
Våra skeletthinkar är designade för att attackera alla varianter av applikationer från rivning till standardlagerhögar.Skelettdesignen är inställd på att tillgodose såväl mindre som större objekt för att uppnå dina mål.
För att uppnå en mer perfekt flt kan bonovo anpassa storleken efter kundernas behov.

1-50 ton
MATERIAL
HARDOX450.NM400,Q355
ARBETSVILLKOR
tillämpas på schaktning av relativt lösa material i statliga, jordbruks-, skogsbruks-, vattenskyddsprojekt.
Skärmavstånd
60-120MM
Den primära funktionen hos en skeletthink är att ta bort sten och skräp utan jord.Andra tillämpningar inkluderar sortering av stenar av en viss storlek från pålar.Våra sållskopor är designade för att attackera alla varianter av applikationer från rivning till standardlagerhögar.Skelettdesignen är inställd på att tillgodose såväl mindre som större objekt för att uppnå dina mål.
Specifikation
| Ton | Bredd/mm | SKAFFA SIG | Tänder | Skärmavstånd/mm | Hinkstift | Vikt (kg |
| 2T | 24''-610 mm | J200-serien | 5 st | 70*70 | Ingår | 90 |
| 5T | 30''-762 mm | J200-serien | 5 st | 70*70 | Ingår | 180 |
| 8T | 30''-762 mm | J220-serien | 5 st | 80*80 | Ingår | 250 |
| 12T | 36''-915 mm | J250-serien | 5 st | 80*80 | Ingår | 390 |
| 15T | 42''-1067 mm | J250-serien | 6 st | 90*90 | Ingår | 590 |
| 20T | 48''-1220 mm | J350-serien | 6 st | 90*90 | Ingår | 900 |
| 25T | 48''-1220 mm | J400-serien | 6 st | 100*100 | Ingår | 1160 |
| 30T | 54''-1372 mm | J450-serien | 5 st | 100*100 | Ingår | 1390 |
Detaljer om våra specifikationer

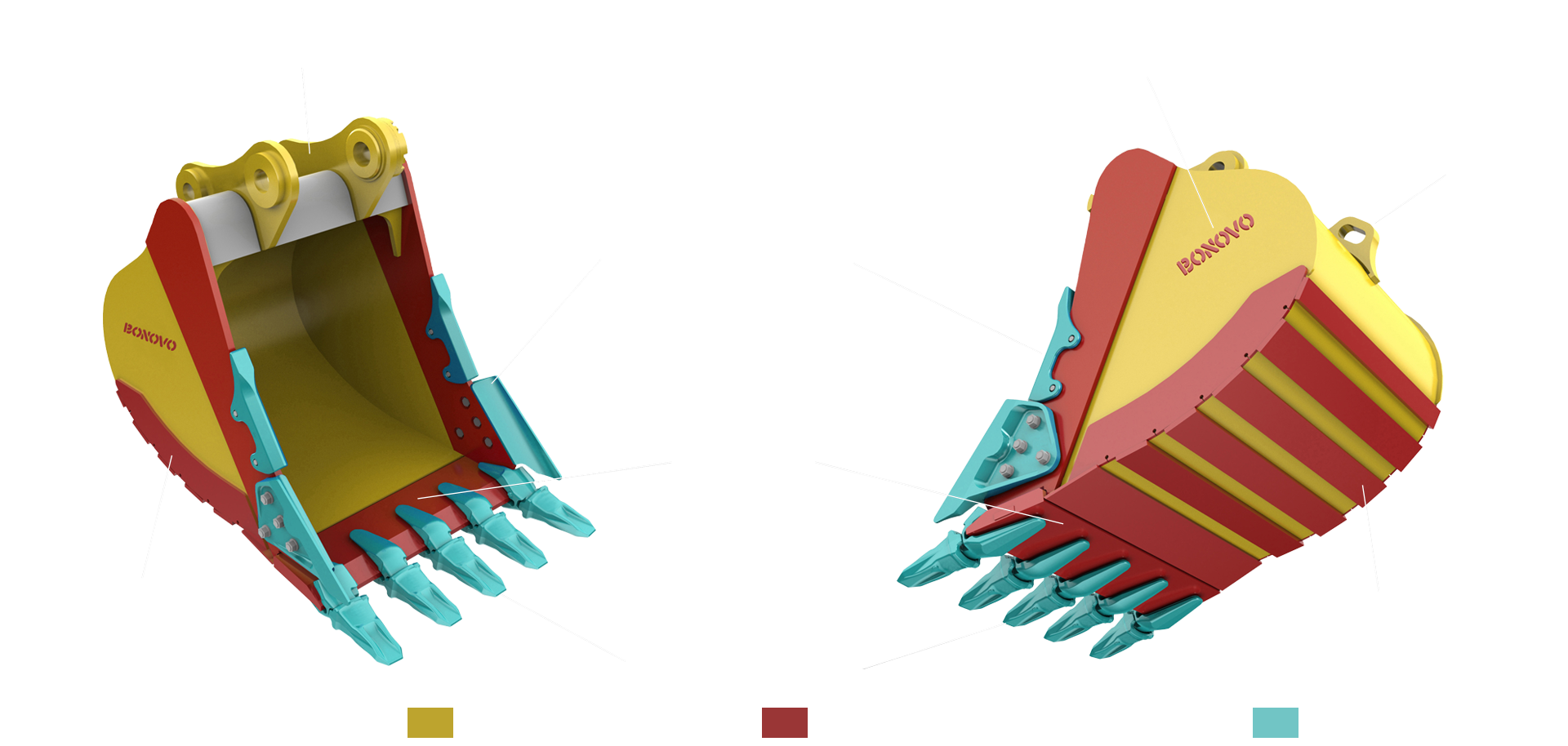
Bucket Ear
Läget för hinkörat antar svetssträng i flera lager för att säkerställa strukturens totala styrka, minska mängden värmetillförsel, minska deformationen, minska sannolikheten för defekter och bussningen antar den integrerade borrningsprocessen för att säkerställa koncentriciteten av bucket ear sleeve och högre precision.

Tandadapter
Tandadaptersvetsningen är först varmare ca 200 grader före svetsning, sidotänderna på båda sidor svetsas med sidokniven och svetssträngen förlängs till anslutningen med huvudskäraren och bågplattan, vilket säkerställer den totala styrkan av skopkroppens huvudskär, och skoptänderna på båda sidorna är starkare under arbetsprocessen.

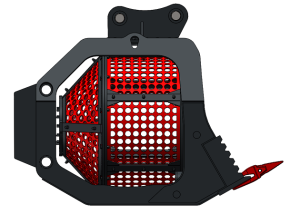
Skärmnät
Full svetsning används mellan det runda stålet och stängselremsan på skeletthinken, och den totala styrkan på gallerremsan är bättre, och det runda stålet kommer inte att lossna och spricka efter att ha arbetat under lång tid.Förlängd livslängd.
Applikationsscenario