Производственный процесс:
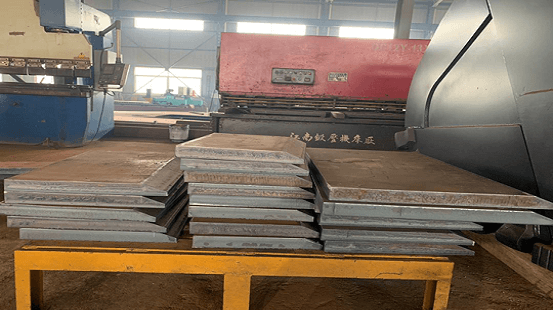
Сырье:Доступны многие типы стальных пластин: Q345, NM400, HARDOX и т. д. При доставке в мастерскую материал будет проверен на качество.


Резка:У нас есть два типа станков для резки: станок для резки с числовым программным управлением и станок для плазменной резки с числовым программным управлением. Первый используется для резки стальных пластин толщиной более 20 мм, а второй — для резки стальных пластин толщиной менее 20 мм.
Они разрезают целые стальные пластины на каждую часть ковша в соответствии с чертежами, затем детали полируются и отправляются на участок механической обработки.


Область обработки:
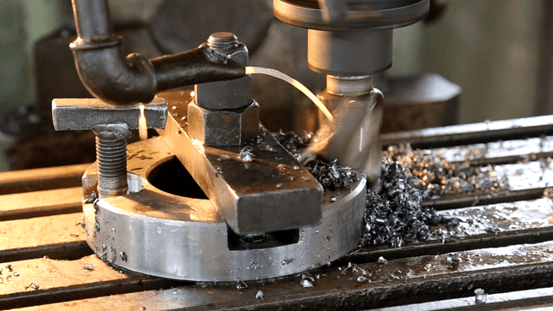
1. Бурение
- В основном сверлите отверстия во втулке и боковой режущей кромке.


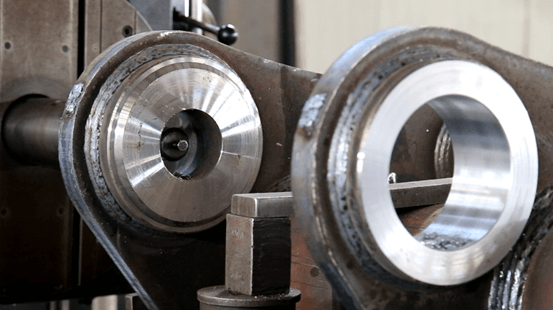
2.Скучный
-Точный внутренний диаметр втулки, чтобы штифты идеально соответствовали втулке.
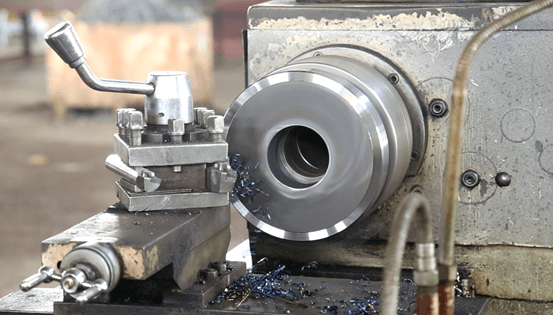
3. Токарная обработка
-Обработка втулки
4.Фрезерование
-Обработка фланцевой пластины (для экскаваторов CAT и Komatsu грузоподъемностью более 20 тонн будет использоваться фланцевая пластина).
5. Снятие фасок
-Сделайте паз на стальной пластине, чтобы увеличить площадь сварки и обеспечить более прочную сварку.
6. Гибка под давлением
- Согните толстую стальную пластину, особенно часть ушного кронштейна.

7. Роллинг
- Раскатайте стальную пластину в форме дуги.

-Сделайте паз на стальной пластине, чтобы увеличить площадь сварки и обеспечить более прочную сварку.
Область обработки:
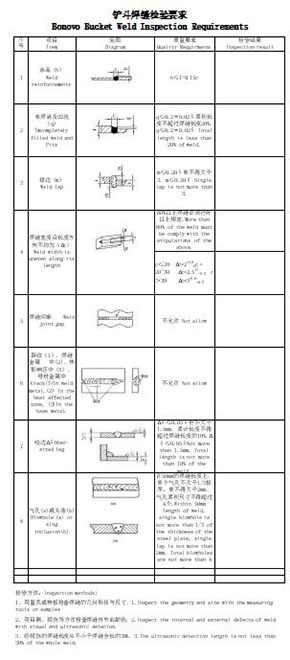
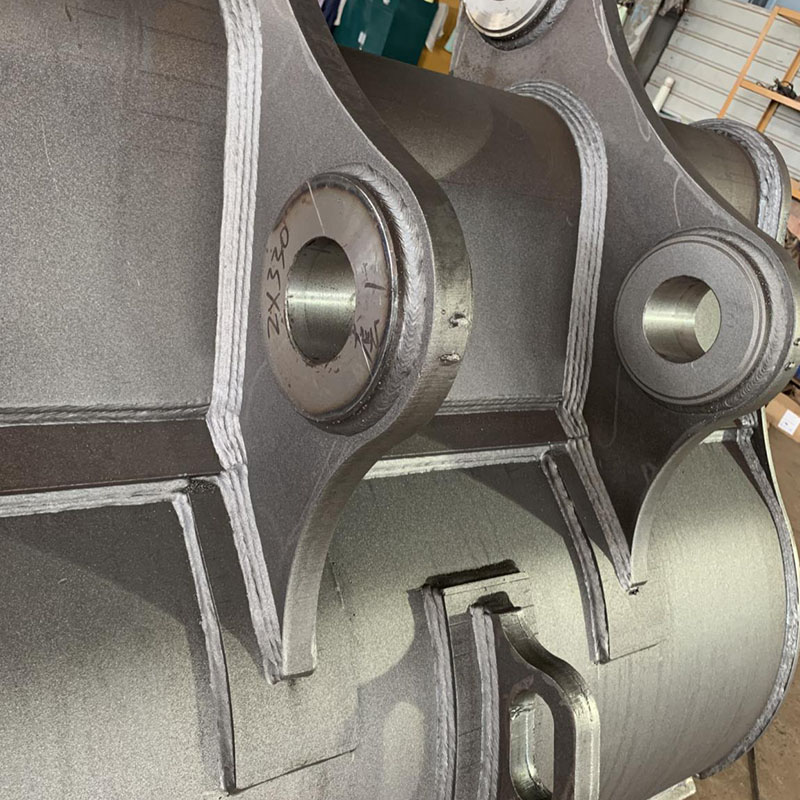
Зона сварки – самое замечательное наше преимущество
-Боново использует сварочный аппарат в среде углекислого газа и порошковую проволоку, которая адаптируется к любому положению в пространстве.Многопроходная сварка и многослойная сварка – все это наша особенность.
-Адаптер и кромка лезвия предварительно нагреваются перед сваркой.Температура контролируется разумно в пределах 120-150 ℃.
-Сварочное напряжение поддерживается на уровне 270-290 В, а ток поддерживается на уровне 28-30 А для обеспечения стабильности сварочного процесса.
-Опытные сварщики владеют двумя руками, благодаря чему сварной шов приобретает изящную форму рыбьей чешуи.








Преимущества дробеструйной обработки:
1.Удалите поверхностный оксидный слой изделия.
2. Снятие жесткого сварочного усилия, возникающего во время сварки.
3. Увеличьте адгезию краски и сделайте краску более прочной на стальной пластине.

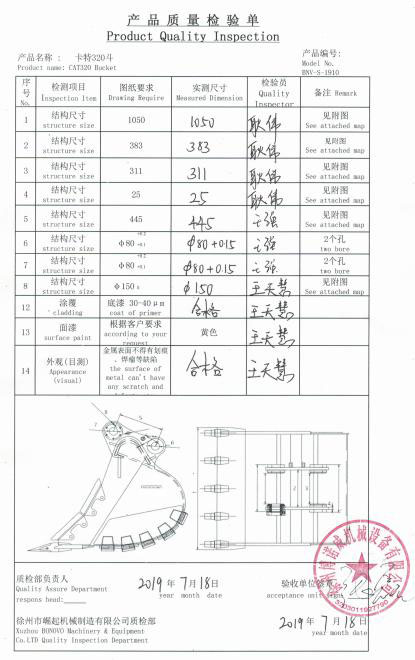
Инспекция
От сырья до готовой продукции, весь процесс находится под строгим контролем качества, включая дефектоскопию, проверку сварных швов, проверку размеров конструкции, проверку поверхности, проверку окраски, проверку сборки, проверку упаковки и т. д., чтобы сохранить наш стандарт качества.



![SPH]QN])9H61FC(HGZL}QIO](http://sc868.searchtestsite.com/uploads/SPHQN9H61FCHGZLQIO.jpg)